


สายโรงสีหลอด ERW คุณภาพสูง



คำอธิบายการผลิต
สายการผลิตท่อรอยตะเข็บความถี่สูงφ219×6.0 ส่วนใหญ่จะใช้ในการผลิตท่อเหล็กเชื่อมไฟฟ้าที่มีφ60~φ219มม. และความหนาของผนัง 2.0~6.0 มม. และยังสามารถผลิตท่อสี่เหลี่ยมจัตุรัสและท่อสี่เหลี่ยมและท่อรูปทรงพิเศษที่ไม่เกินช่วงของท่อกลมสามารถผลิตหลอด API 5L ได้ในภายหลังโดยเพิ่มอุปกรณ์ที่จำเป็นสายการผลิตได้รับการออกแบบและผลิตบนพื้นฐานของการย่อยและดูดซับอุปกรณ์ที่คล้ายกันทั้งในประเทศและต่างประเทศ ผสมผสานกับสภาพของประเทศของฉัน สร้างสรรค์นวัตกรรมอย่างกล้าหาญ และรับฟังความคิดเห็นของผู้ใช้อย่างกว้างขวางอุปกรณ์นี้ประหยัด เชื่อถือได้ และมีเสถียรภาพ
ช่วงการผลิต
| พารามิเตอร์ | ท่อกลม | ท่อเหลี่ยม | ท่อสี่เหลี่ยมผืนผ้า |
| ขนาดท่อ | 88-219 มม | 90×90 – 170×170 มม | 40×60-200×100มม |
| ความหนา | 2.0-6.0มม | ≤5.0มม | ≤5.0มม |
| วัสดุ | เหล็กแผ่นรีดร้อนและรีดเย็น เหล็กกัลวาไนซ์ เหล็กดำ เหล็กคาร์บอนต่ำ เหล็กโลหะผสมต่ำ เหล็ก | ||
| ความเร็ว | 10M/นาที~45M/นาที | ||
| ความยาว | 6-12ม | ||
| สูงสุดน้ำหนักม้วน | 15 ตัน | ||
พารามิเตอร์พื้นฐาน
| เหล็กกล้าคาร์บอนต่ำและเหล็กกล้าผสมต่ำ | σB≤520mpa σS≤345mpa | |
| เหล็กม้วน | เส้นผ่าศูนย์กลางภายใน | φ650-φ710mm (อยู่ระหว่างการพิจารณา) |
| เส้นผ่านศูนย์กลางภายนอก | φ1100-φ2000mm | |
| น้ำหนักม้วน | ≤15ตัน | |
| ความกว้างของแถบ | 190-690มม | |
| กำลังติดตั้งไฟฟ้า | ประมาณ 1200KVA | |
| ความจุอากาศอัด | 2 ลบ.ม./นาที 4-7 กก./ตร.ซม | |
| ความจุของน้ำหล่อเย็น | 50 ตัน/ชม | |
หมายเหตุ: การติดตั้งอุปกรณ์สายการผลิตกำหนดให้ความสูงของเวิร์กช็อป (ระยะห่างจากด้านบนของรางเครนถึงพื้น) ควรมากกว่า 6 เมตร ช่วงคือ 18 เมตร และความยาว 110 เมตรขอแนะนำให้ใช้เครน 15T และ 5T หนึ่งตัว
กระบวนการผลิต
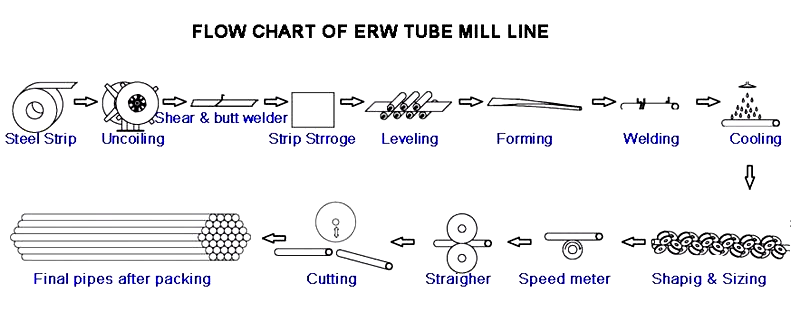
การคลายเกลียว → หัวตรง การปรับระดับหยิก → การเฉือนก้น การเชื่อม → การวนรอบ → การขึ้นรูป การเชื่อมความถี่สูง การลบคม การเติมสังกะสีแบบออนไลน์ การทำความเย็น การปรับขนาด การยืดแบบหยาบ → การปรับขนาดเลื่อยบิน → การตรวจสอบและการรวบรวม → การบรรจุ → การชั่งน้ำหนัก → การทำเครื่องหมาย → การจัดเก็บ
อุปกรณ์องค์ประกอบและตัวแปรหลักของแต่ละเครื่อง
| การใช้งาน | ใช้สำหรับรับสตริปคอยล์ ขนส่งไปยังเดคูลเลอร์ และยกสตริปคอยล์ไปที่กึ่งกลางของหัวคอยล์ | ||
| โครงสร้าง | ประกอบด้วยชั้นวางวัสดุ กลไกการเคลื่อนที่ ถังน้ำมัน รางนำทาง ฯลฯ | ||
| ความจุ | ≤15T | เดี๋ยวก่อน | ไฮดรอลิค |
| โหมดการย้าย | มอเตอร์พร้อมตัวขับทดรอบไซโคลิด | ||
| การใช้งาน | เมื่อใช้ร่วมกับ uncoiler หัวแถบเหล็กจะถูกดึงออกจาก uncoiler และส่งไปยังเครื่องปรับระดับหยิกเพื่อปรับระดับ | ||
| โครงสร้าง | อุปกรณ์ลูกกลิ้งกด อุปกรณ์หัวจอบ อุปกรณ์หัวตรง | ||
| ความกว้าง | 190-690มม | เส้นผ่านศูนย์กลาง | φ1100-φ2000mm |
ตัวสะสมแนวนอน
| การใช้งาน | ใช้สำหรับเก็บเหล็กเส้น ป้อนเครื่องเชื่อมท่ออย่างต่อเนื่อง และรับประกันการผลิตเครื่องเชื่อมท่ออย่างต่อเนื่อง | ||||||
| ความกว้าง | 190-690มม | ความหนา | 2.0-6.0มม | ||||
| การจัดหมวดหมู่ | ลูปแนวนอน
| โดยอุปกรณ์ป้อนคลิป การประกอบตัวลูป อุปกรณ์ปล่อย และอุปกรณ์ควบคุมไฟฟ้า | |||||
| เครื่องยนต์ | 5.5KWx15 | ความเร็วในการป้อนอาหาร | Vmax=120 ม./นาที | ||||
| เส้นผ่านศูนย์กลาง | 7.0ม | ความจุ | 28 ต | ||||
พารามิเตอร์หลัก
| มอเตอร์และระบบขับเคลื่อนหลัก | มอเตอร์ใช้มอเตอร์ DC พลังงานรูปแบบ200Kw, 1,000 รอบต่อนาที ตัวลดหลักสองชุด |
| ลด | กล่องเกียร์ขับเคลื่อนด้วยเฟืองบายศรีเกลียว วัสดุของเฟืองบายศรีคือ 20CrMnTi คาร์บูไรซ์และดับ และโมดูลัสคือ 14 ตัวกล่องใช้โครงสร้างกล่องย่อย ซึ่งสะดวกสำหรับการบำรุงรักษา |
| ขาตั้งม้วนแนวนอน (การเปลี่ยนม้วนแบบด้านข้างของโครงสำหรับตั้งสิ่งของ) | 1. เส้นผ่านศูนย์กลางเพลาลูกกลิ้งแนวนอน φ130mm, วัสดุ 42CrMo, การดับความถี่สูง 2. เส้นผ่านศูนย์กลางด้านล่างของม้วน: 220 มม 3. มีแผ่นนิรภัยอยู่ใต้เพลาลูกกลิ้งแนวนอนซึ่งมีฟังก์ชั่นประกันความปลอดภัยเกินพิกัดซึ่งสามารถป้องกันการส่งและกล่องเกียร์ของทดรอบ |
| ขาตั้งลูกกลิ้งแนวตั้ง | เส้นผ่านศูนย์กลางเพลาลูกกลิ้งแนวตั้ง φ80mm, วัสดุ 40Cr, การชุบแข็งด้วยความถี่สูง |
| ม้วนบีบ | การอัดขึ้นรูปห้าม้วน |
| ขูดเชื่อม | การยกอย่างรวดเร็วแบบแมนนวลสามารถปรับไปมาและขึ้นและลงได้ง่ายต่อการปรับ |
| เพลาขับขึ้นรูปและปรับขนาด | เพลาขับ Steyr |
| ความเร็วในการผลิต | 15-40ม./นาที |
|
การจัดเรียงส่วนการขึ้นรูป:
| อุปกรณ์ป้องกันการกระโดดแนวตั้ง 5 ลูกกลิ้งป้อนอาหาร: วี เอชวีเอชวีเอชวีเอชวีเอชวีเอชวีเอชวีเอชวีเอชวี |
| การจัดส่วนเชื่อม | คู่มือ, การอัดขึ้นรูปห้าม้วน, เครื่องขูด, การขัด, การทำความเย็น |
| การจัดเรียงส่วนการปรับขนาด:
| VHVHVHVHVHVH ลูกกลิ้งวัดความเร็วรอบ 2 ชุดพร้อมหัวแบบตุรกี |





